 中文
中文2026 new energy vehicle mold technology list
New energy vehicle mold technology lis...
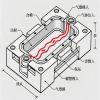
Gas-assisted mold manufacturing needs to focus on airway design, gate layout, cooling system and process parameter control to ensure smooth gas flow and avoid defects. The following points are based on a summary of technical practice.
airway is the core link. It is necessary to ensure that the cross section of the airway is close to circular and adopt large rounded corners to reduce resistance. The airway should be arranged evenly and in line with the melt flow direction to avoid forming loops or entering thin-walled areas. The size of the airway is usually 2~4 times of the wall thickness, which is too large and easy to cause surface defects. If the airway is too small, the gas flow is out of control, prevent local depression.
The optimization of gate and gas injection point is very important. The gate position should be conducive to uniform filling of melt and avoid spraying. It is usually set in the area where melt is first filled or at the thick wall, keeping a distance of more than 20mm from the gas needle. The gas injection point should be placed at the wall thickness farthest from the end of the cavity to ensure that the gas advances along the predetermined path. Short shot (melt filling ratio) shall be determined by tests, generally 60% ~ 95%, too much may cause surface air lines, too little will lead to insufficient filling.
cooling system directly affects the quality of the product. The mold should be equipped with sufficient cooling water channels to achieve uniform cooling. The temperature difference between the inner and outer walls should be as small as possible. The cooling water is recommended to reach a turbulent state to improve efficiency. For large products, the layout of cooling water channels shall cover dense areas of air channels to prevent warping or shrinkage marks caused by uneven cooling.
Exhaust and material adaptability need to be considered, the mold cavity need to design enough exhaust grooves to avoid gas trapped, especially at the end of the airway; at the same time, the mold structure should adapt to the fluidity requirements of thermoplastics (such as PA, PBT, etc.), avoid the use of high viscosity or glass fiber reinforced materials, in order to reduce the difficulty of the process.
Process parameter control needs to be accurately implemented, injection pressure, clamping force can be reduced by 30% ~ 60%, but the need to strictly control the melt injection (accuracy of 0.1~0.2) and gas pressure gradient; Mold manufacturing tolerances need to be strictly guaranteed, cavity size error should be minimized to ensure gas penetration stability and product consistency.

New energy vehicle mold technology lis...

Of course you can! The following is an...

In the production process of injection...
Gas-assisted injection molds are forme...